

Temprite oil separator is engineered to deliver maximum oil return efficiency, ensuring stable lubrication for HVAC and refrigeration compressors. Designed for modern commercial and industrial refrigeration applications, these separators help maintain system performance, reduce energy consumption, and extend equipment life.
Temprite Oil Separator –Key Features
- High Oil Separation Efficiency – Effectively separates oil from refrigerant gas to ensure proper lubrication and reduce compressor wear.
- Stable Oil Return Control – Ensures consistent oil flow back to the compressor, preventing oil starvation.
- Heavy-Duty Steel Construction – Durable, corrosion-resistant design built for long-term operation in demanding environments.
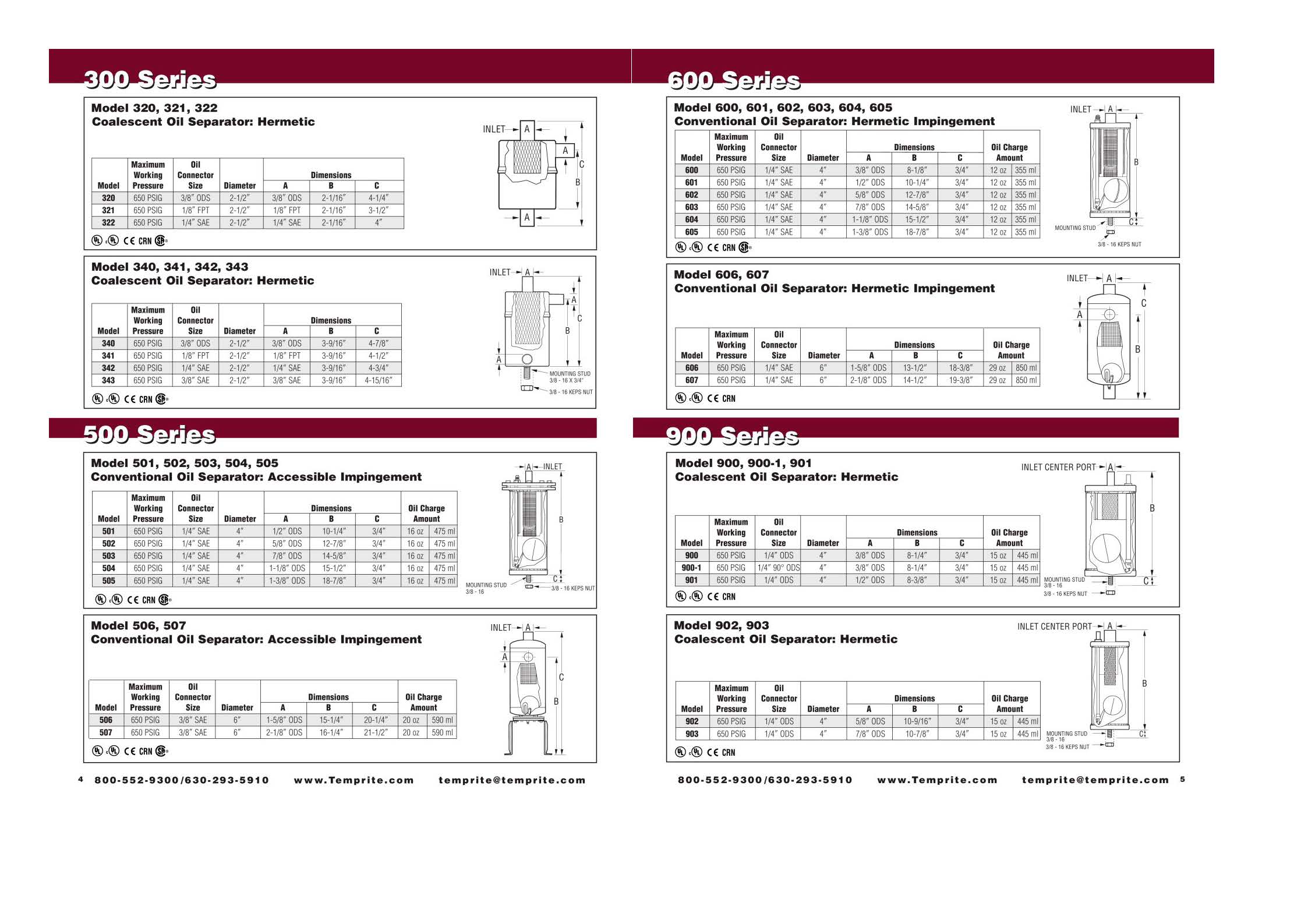
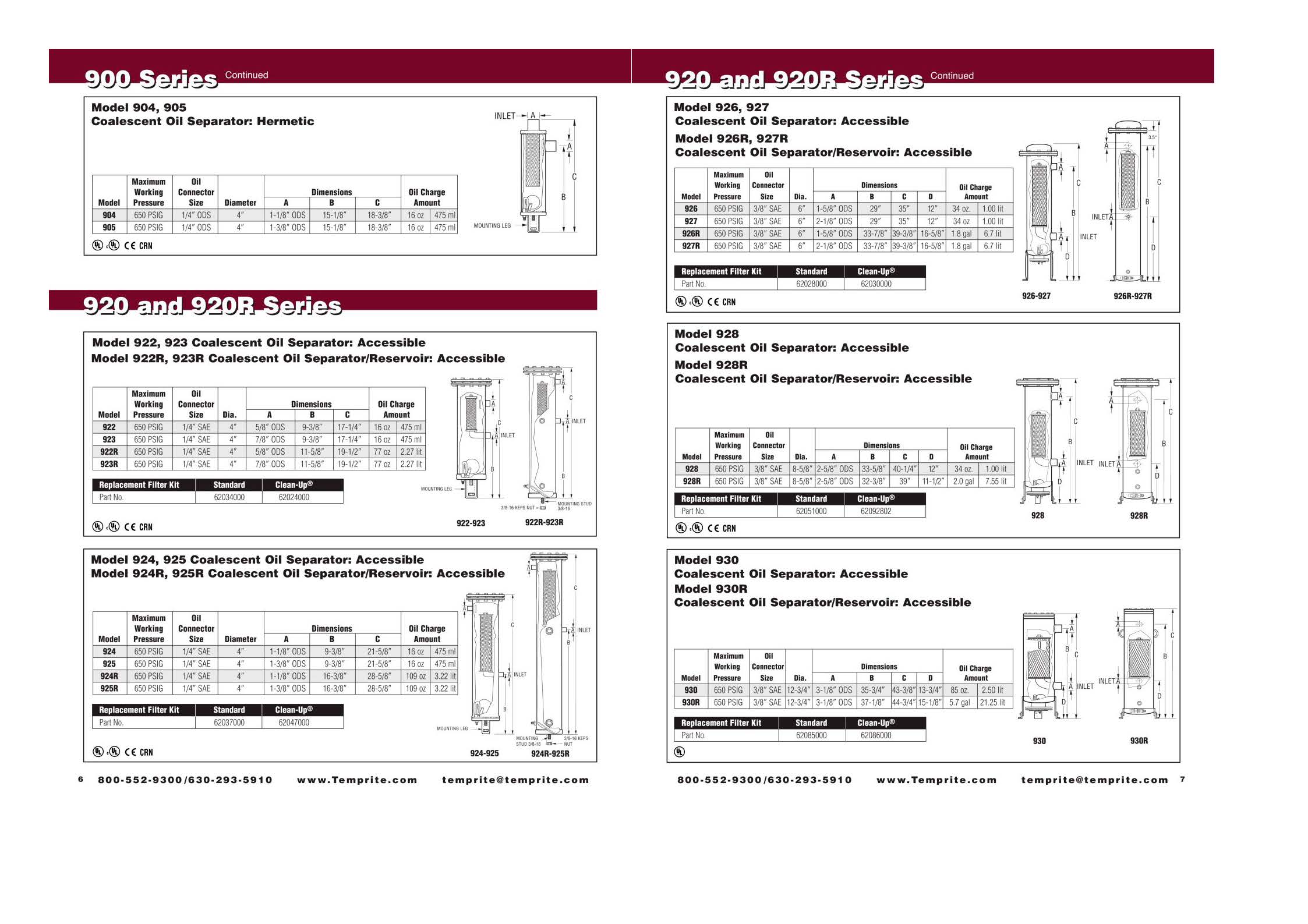
- Precision Internal Components – Includes advanced filter media and internal float mechanisms for accurate oil level control.
- Wide Refrigerant Compatibility – Compatible with traditional and modern refrigerants including R22, R134a, R404A, R407C, R507, and more.
- Improves System Efficiency – Reduces oil circulating through the system, allowing heat exchangers to operate more effectively.
- Protects Compressor Life – Minimizes mechanical stress, overheating risks, and lubrication-related failures.
Applications
- Commercial refrigeration systems
- Supermarket & cold storage equipment
- Industrial chillers & cooling plants
- Ice machines & food-processing systems
- Heat pumps & HVAC systems
- CO₂ and low-temperature refrigeration (depending on model)
Why Choose Temprite?
Temprite is globally recognized for its advanced oil management technology and durable product design. Selecting a Temprite oil separator means investing in long-term reliability, better energy efficiency, and reduced maintenance costs for your refrigeration system.





